



秸秆混合禽粪粉碎不均?液压强制喂料系统破解结块难题全解析
发布时间:2025-05-15 09:35:36浏览次数:
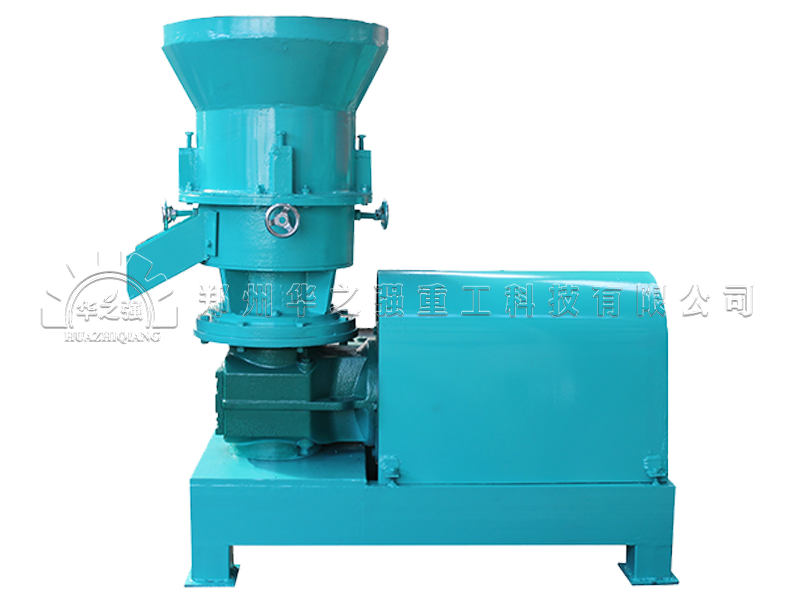
本文围绕半湿物料粉碎机的核心作用展开,重点解析液压强制喂料系统如何解决有机肥生产中的原料处理难题:

一、行业痛点:有机肥原料预处理的关键瓶颈
1.1 混合物料特性分析
秸秆+禽粪的物理特性
含水率梯度大(30%-65%)、纤维与粘性物质共存
传统破碎机易导致"软包硬"现象(秸秆包裹粪块)结块形成机理
禽粪中尿酸结晶与秸秆纤维素交织
静态堆放产生板结层(厚度可达15-20cm)
1.2 现有设备局限性
普通链式破碎机:仅适合单一物料处理
双轴撕碎机:能耗增加30%且粒度不均
人工预破碎:效率低下(每小时<2吨)

二、技术突破:液压强制喂料系统工作原理
2.1 系统架构图解
[料仓] → [液压推料板] → [预压密实区] → [锯齿状喂料辊] → [半湿物料粉碎腔]
2.2 核心技术创新点
(1)三级加压喂料装置
前置液压缸:20吨线性推力破除板结层
菱形齿辊:强制拉扯纤维束(间距可调5-15mm)
螺旋导流板:确保进料速度恒定(±5%误差)
(2)智能控制系统
压力传感器实时监测喂料阻力
自动调节液压站输出功率(响应时间<0.5秒)
过载保护机制(堵转时自动反转清障)

三、半湿物料粉碎机的协同优化
3.1 专用刀具设计
组合式刀片结构:
前端合金锤头(破碎硬质结块)
后端扇形刀(剪切纤维物料)
动态平衡技术:转速提升至800rpm仍保持平稳
3.2 工艺参数优化
| 处理对象 | 最佳含水率 | 通过量 | 出料粒度 |
| 鸡粪+稻秆 | 45-55% | 8-10t/h | ≤3mm |
| 鸭粪+玉米秸 | 50-60% | 6-8t/h | ≤5mm |
| 牛粪+麦秆 | 40-50% | 10-12t/h | ≤4mm |
四、实际应用效果验证
4.1 某有机肥厂对比测试数据
处理效率提升:
原人工预处理4人班产15吨 → 现系统单班产60吨能耗对比:
传统方案吨耗电32度 → 新系统吨耗电18度粉碎均匀度:
80%物料通过3mm筛网(旧设备仅55%)
4.2 发酵工艺改善
因物料粒度均匀:
升温时间缩短30%
腐熟周期从45天降至32天
成品有机质含量提升12%
五、设备选型与维护要点
5.1 适配性检查清单
确认厂房电力配置(建议380V/50Hz)
测量原料堆密度(正常范围0.6-0.9t/m³)
评估日均处理量(建议保留20%余量)
5.2 日常维护指南
每日检查液压油位(ISO VG46标准)
每周清理锯齿辊缠绕物(使用专用勾刀)
每季度更换刀具组(对称更换保持动平衡)
六、行业发展趋势
智能化升级:5G+物联网远程监控喂料压力曲线
模块化设计:快拆式刀箱缩短维护时间
绿色制造:噪音控制<75dB(现国标要求85dB)
- 2026-07-30
羊粪混合秸秆有机肥生产线 腐熟快、品相好 - 2026-06-26
豆粕废料加工颗粒肥,转鼓造粒设备选择要点 - 2026-06-08
双螺旋翻抛机螺旋叶片磨损快,选什么耐磨材质更耐用? - 2026-05-08
规模化翻抛链板翻抛机助力有机肥扩大产能提升竞争力 - 2026-04-08
低成本投入的转鼓造粒线,哪些部件可以省哪些不能省 - 2026-03-25
- 4大类有机肥粉碎机,适配不同场景需求 - 2026-03-25
单轴尿素粉碎机好不好用?防粘耐磨还高效 - 2026-03-25
告别粗渣!笼式粉碎机解锁精细化粉碎新体验 - 2026-03-25
有机肥专用链式粉碎机,耐磨抗造还省人工 - 2026-03-25
腐熟粪污、湿秸秆难破碎?专用半湿粉碎机轻松搞定